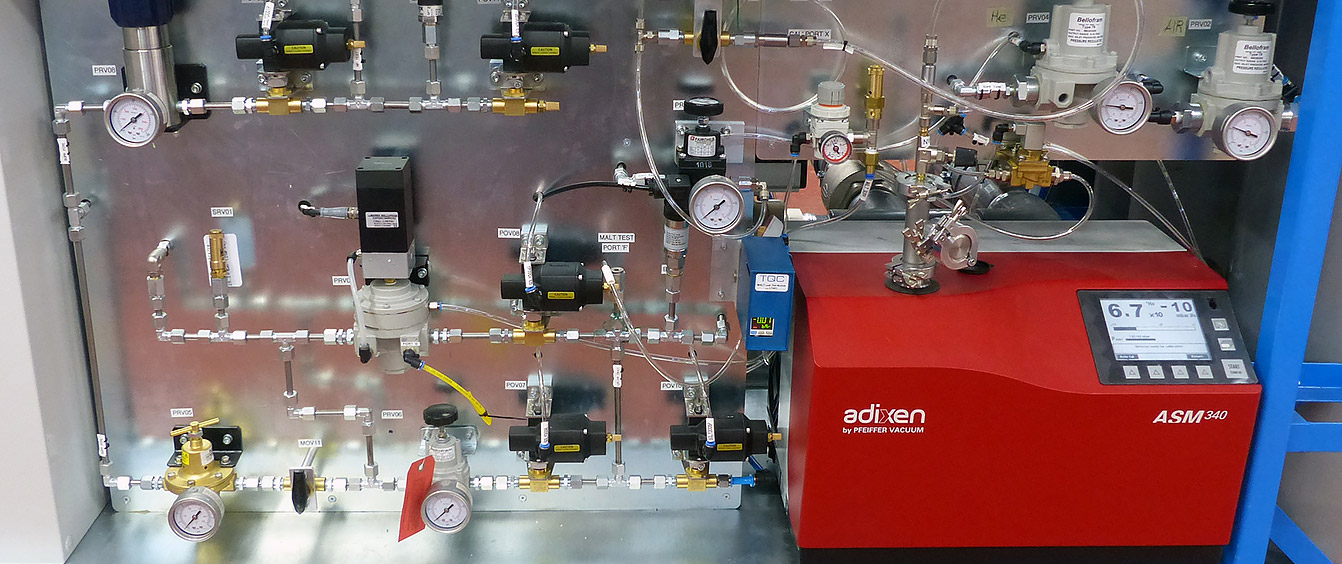
TQC has considerable experience in integrating mass spectrometers into production systems for leak testing various parts.
Several tests including Robot Helium Sniffing, High Speed Helium Leak Testing and High Vacuum Helium Leak Testing use a mass spectrometer to detect leaks.
The helium mass spectrometer, although much more robust these days, is really a laboratory piece of equipment that can be used in a production environment with care. Mass spectrometers are sensitive and do not handle knocks well, in addition to needing a long warm-up period. However, these instruments can be applied successfully for the measurement and detection of very small leaks below the threshold that is considered acceptable for most manufactured parts and assemblies.
Today, most of the suppliers provide packaged Mass Spectrometers that consist of the sensing head, turbo pump, rotary vane pump, valves, pressure sensors and control system, although it is possible to buy all of these items as individual components and build your own system. Often it is more cost effective to purchase the packaged units and they are quick to change and readily available if a fault occurs.
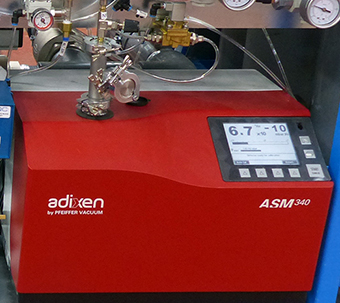
TQC has supplied systems with Pfeiffer Vacuum (Adixen), Varian (Agilent), Leybold and Edwards Mass Spectrometers.
Three Common Techniques that use Mass Spectrometers
Of the leak testing techniques that use mass spectrometers, helium sniffing, high vacuum testing, and accumulation are the most common. These techniques can be used in combination to detect and locate the leak. The mass spectrometer measuring head works at high vacuum and can measure leakage down to 1×10-9 mbar.l.sec-1. These techniques can also be used in instances with special arrangements to detect leakage down to 1×10-12 mbar.l.sec-1. Sniffing and accumulation are similar in that the detector head is used at a pressure above full vacuum, typically atmospheric pressure. Both sniffing and accumulation are used to detect leaks in the 1×10-3 to 1×10-7 mbar.l.sec-1 range.
In helium leak testing, it is important to detect the background concentration of helium. As helium makes up 5.2 parts per million by volume of atmospheric air, a range higher than this indicates a source of helium close by.
High Vacuum Helium Leak Testing
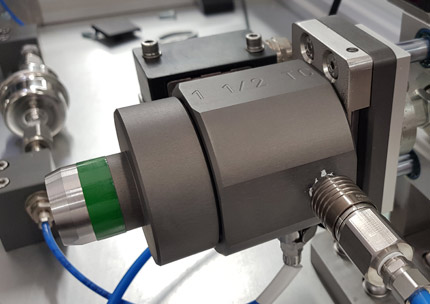
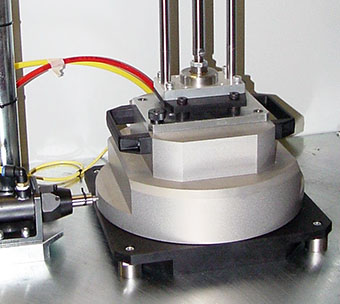
In high vacuum helium leak testing, either the inside or the outside of the part has to be at full vacuum to be connected to the mass spectrometer. For many rigid systems that can take pressures exceeding 1 bar, one can simply connect the inside of the part to the mass spectrometer and evacuate the part. However, leaks can be directional, so if you are concerned with the leakage from inside to outside of the part and it has to be tested that way, the part will have to be placed into a vacuum chamber. This is typically how automotive fuel tanks and other fuel systems are tested with helium as the seals can be directional. In the case of automotive fuel tanks, the pressure has to be limited internally to a partial vacuum as the part would rip itself open with the full 1 bar. In these cases, both the inside and the outside of the part is first evacuated, then the internal pressure back filled to 150mbar absolute.
Methodology
Before such a test starts, one has to charge the test part with helium. For larger leaks, this can mean pressurising with a few psi from a bottle of balloon gas. However, it is important to realise that most test parts start with being full of air, so by introducing helium into this, the air will be diluted. This will result in the measured leakage rate on the instrument being many times less than the actual leakage rate because only a proportion of the leaking gas will be helium, and must be corrected for this. To ensure that you have close to 100% helium in the part, one must first evacuate the air from the part, then the measured leakage rate will be the same as that shown on the instrument.
At all times, one has to take care about the pressure applied to the part being tested to ensure safety. The part being tested may come under the provisions of the Pressure Directive and arrangements need to be made to check the part is safe to pressurise.
One should also ensure that the part does not have a gross leakage by checking that the system can hold a pressure that is above atmospheric pressure, this can be achieved for most test volumes by using a simple gauge pressure transducer. One can also partially charge the part with a smaller pressure and detect leakage on the mass spectrometer before introducing the full test pressure and swamping the instrumentation system with helium. Once the system is swamped, it may take some time for the instrument to be available for the next test as it has to clean itself out of the helium.
TQC has also arranged a number of machines that switch the instrumentation from one fixture to a second and back. This fully utilises the equipment allowing an operator or automatic loading system to unload and reload one chamber whilst the other is testing.
Sniffing
The mass spectrometer system will need a sniffer probe fitted to the “K” fitting on the instrumentation system or a separate sniffer probe port. The probe can then be moved round the most likely areas for leakage, for example welded joints and gaskets. The sniffer probe can usually locate the leakage within a centimetre of accuracy.
The sniffing technique relies on the operator to be vigilant and attentive to ensure that the probe is positioned round all of the potential leaking parts, so this is an objective test. Also, the quantative results can be affected by drafts and windy conditions increasing the dilution of the emerging helium.
Methodology
Before such a test starts, one has to charge the test part with helium. For larger leaks, this can mean just pressurising with a few psi from a bottle of balloon gas. However, it is important to realise that most test parts start with being full of air, so by introducing helium into this air it will be diluted. This will result in the measured leakage rate on the instrument being many times less than the actual leakage rate because only a proportion of the leaking gas will be helium, one would have to correct for this. To ensure that you have close to 100% helium in the part, one may first evacuate the air from the part, then the measured leakage rate will be the same as that shown on the instrument. It is also necessary to check that the part can be evacuated without atmospheric pressure collapsing and destroying the part being tested.
At all times, one has to take care about the pressure applied to the part being tested to ensure safety. The part being tested may come under the provisions of the Pressure Directive and arrangements need to be made to check the part is safe to pressurise. Do not pressurise a part greater than its proof pressure.
One should also ensure that the part does not have a gross leakage by checking that the system can hold a pressure that is above atmospheric pressure, this can be achieved for most test volumes by using a simple gauge pressure transducer. Often this can be achieved with compressed air before helium is introduced into the part.
Having tested your part, you then have to be careful about removal of the test gas from the part being tested if you are going to complete multiple tests. One does not want to release the test gas into the test area and then affect the results of the next part so either remove the helium to recycle on the next test or purge it outside your building away from any direct path back into your test area. If your factory building or room is big enough and the testing infrequent it may be fine to vent the test gas within the test area.
Accumulation Testing
In accumulation testing, the part is pressurised within an enclosed chamber with a sniffing probe arranged within the chamber. The enclosed volume does not necessarily need to seal, just shroud the part sufficiently to contain the bulk of the leaking test gas so that it will pass by the sensor head. Sometimes a small circulation fan is required within the shroud to ensure that the leaking test gas is adequately detected.
The pressurisation methods mentioned above still apply to accumulation testing and there is an added element to removal of the test gas, as it has to be purged from the shroud.
If you have a particular requirement for helium mass spectrometer leak test systems, contact us to discuss the options we can provide.