Tracheal Tube Leak Testing
Machine supplied: Automatic Tracheal tube leak testing system using helium tracer gas.
Client: Global leader in medical device technology, services, and solutions
Part: Tracheal Tubes of various sizes
Throughput: Up to 800 parts per hour
Test Method: Dual Sequential Testing (Air Decay + Helium Mass Spectrometry)
Compliance: GAMP 5 Standard with Full Documentation
The Challenge
A global leader in medical device technology needed automated leak testing for tracheal tubes used in critical airway management. The test requirements included:
- Detection of gross leaks (assembly defects, seal failures)
- Detection of fine leaks (material permeation, micro-cracks)
- High throughput (800 tubes per hour) for production volumes
- Multi-size capability for tracheal tube variants
- Minimum 4-minute glue cure time buffer before testing
- Vision verification of printed markings for traceability
- Automatic segregation of passed and failed tubes
- GAMP 5 compliance for pharmaceutical/medical device validation
Tracheal tubes maintain patient airways during anaesthesia, mechanical ventilation, or emergency airway management. Even minute leaks can cause:
- Loss of ventilation pressure leading to inadequate oxygenation
- Aspiration of secretions into lungs
- Failure to deliver anaesthetic gases
- Patient safety incidents during critical procedures
The dual challenge of high throughput and ultra-sensitive leak detection required sequential testing strategies – air decay for gross leaks followed by helium for fine leaks.
The Solution
TQC designed a fully automatic system using recirculating pallet transfer with dual-lane conveyor splitting to provide 4+ minute cure buffer and feed two parallel test stations. Each pallet carries two tubes tested simultaneously. Sequential air decay testing (overpressure and vacuum) catches gross leaks; helium mass spectrometry detects fine leaks. Vision inspection verifies printed markings. Automatic unload segregates passed tubes (reoriented into collection boxes) from rejects (diverted to reject bins). GAMP 5 documentation validates the system for medical device production.
Technical Overview – Tracheal Tube Leak Testing
Recirculating Pallet Track System
Pallet-Based Material Handling: Tracheal tubes travel through the system on dedicated pallets:
Pallet Design: Precision-machined from polished stainless steel for:
- Medical device cleanliness requirements (polished surface prevents contamination)
- Corrosion resistance in medical manufacturing environments
- Long service life with repeated sterilization/cleaning
Two Tubes Per Pallet: Each pallet holds two tracheal tubes, both tested simultaneously. This configuration:
- Doubles throughput (800 tubes/hour = 400 pallets/hour)
- Reduces pallet count and track length
- Simplifies vision inspection (both tubes visible in single camera view)
Integrated Pneumatic Porting: Pallets include internal pneumatic passages that:
- Connect to test instrumentation at each station
- Pressurise/evacuate tubes during air decay testing
- Supply helium tracer gas during mass spectrometry testing
- Eliminate external pneumatic lines that would tangle or restrict pallet movement
Recirculating Track: Pallets travel in a continuous loop:
- Manual load station
- Vision inspection/alignment
- Dual-lane split with buffer accumulation
- Air decay test station (gross leaks)
- Helium test station (fine leaks)
- Automatic unload station
- Empty pallet return to manual load station
Pallet Location: Precision stops at each station position pallets for automated operations (vision, sealing, testing, unloading).
Manual Load Station with Vision Inspection
Manual Loading: Operators load two tracheal tubes into each pallet:
- Tooling aids part alignment
- Sensors verify tubes are seated
- Operator initiates pallet release to conveyor
Automated Part Check and Alignment: Vision system inspects loaded tubes:
Vision Inspection Functions:
- Presence Verification: Confirms both tubes present in pallet
- Orientation Check: Verifies tubes oriented correctly for testing
- Print Verification: OCR reads printed markings (lot codes, size, expiry) ensuring only marked tubes proceed to testing
- Alignment Confirmation: Measures tube position and triggers automatic adjustment if needed
Why Print Verification: Medical device traceability regulations require marked tubes. Vision inspection prevents unmarked tubes (production errors) from being tested.
Dual-Lane Conveyor Split with Cure Buffer
Conveyor Splitting: After vision inspection, the single-lane conveyor splits into two parallel lanes:
Purpose of Split:
- Cure Time Buffer: Tracheal tube assembly includes adhesive bonding. The dual lanes create >4 minutes accumulation time between assembly and testing, ensuring adhesive achieves minimum cure strength before pressurization.
- Dual Test Station Feeding: Each lane feeds one test station, enabling parallel testing and maintaining 800 tubes/hour throughput.
Buffer Accumulation: Pallets queue in each lane. The system maintains continuous flow while providing the required cure time.
Lane Balancing: PLC control distributes pallets evenly between lanes, preventing one lane from accumulating while the other starves.
Air Decay Gross Leak Testing (Tracheal Tube Leak Testing Station 1)
Purpose: Detect assembly defects, seal failures, and material damage that create large leak paths.
Why Air Decay First: Gross leaks waste helium (expensive tracer gas) and contaminate helium test chambers. Air decay screening eliminates gross failures before helium testing.
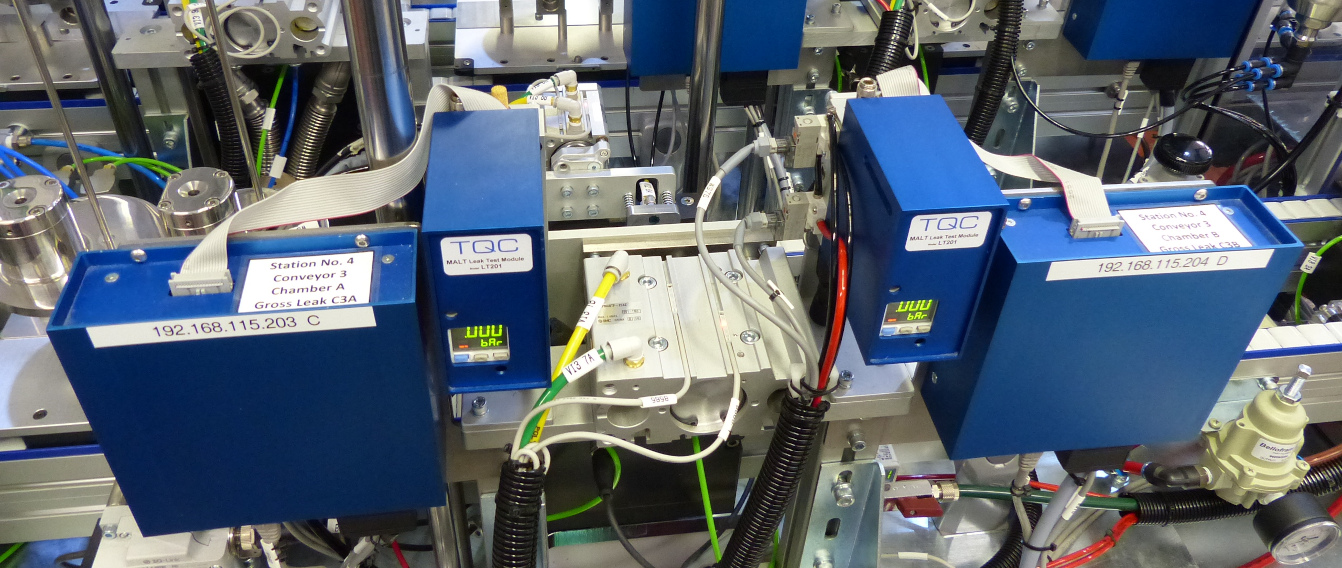
MALT LT201 Instrumentation: Four OEM MALT (Multi-Application Leak Tester) valve modules and controllers provide leak testing:
- Two valves per test station (overpressure and vacuum circuits)
- Compact valve modules mounted close to pallet tooling
- Minimised test volume for faster testing and higher sensitivity
Sequential Air Decay Testing:
1. Overpressure Test:
- Tubes pressurised internally (typical 0.5-2 bar)
- Pressure decay monitored over test period
- Excessive decay indicates gross leaks in tube walls, cuff seals, or connection points
2. Vacuum Test:
- Tubes evacuated internally (typical -0.5 to -0.8 bar)
- Pressure rise monitored over test period
- Atmospheric leakage into evacuated tubes indicates leaks
- Vacuum testing catches some leak types not detected by overpressure
Why Both Tests: Some seal designs leak under pressure but seal under vacuum (or vice versa). Both tests provide comprehensive screening.
Test Volume Minimisation: Valve modules mount close to tooling, reducing pneumatic line volume. Smaller test volumes provide:
- Faster pressure stabilisation
- Shorter test times
- Higher sensitivity (same leak produces larger pressure change in smaller volume)
Gross Leak Bypass: Tubes failing air decay tests automatically bypass helium testing, saving helium and test time. PLC tracks failed pallets and diverts them at helium station.
Helium Mass Spectrometry Fine Leak Testing (Tracheal Tube Leak Testing Station 2)
Purpose: Detect fine leaks (micro-cracks, material permeation, pinhole defects) that pass air decay but could cause patient safety issues.
Mass Spectrometer Leak Detection: High-sensitivity helium detection for medical device critical applications:
Test Chamber Design: Chambers lower over tubes on the pallet, creating sealed test volumes around the tubes’ exterior:
1. Chamber Enclosure: Pneumatically actuated chambers descend and seal around each tube position, isolating the tube’s exterior from ambient atmosphere.
2. Helium Injection: Helium tracer gas fills the tube interior through pallet pneumatic porting.
3. Chamber Evacuation: Test chambers evacuate to high vacuum, creating low-pressure environment around tube exterior.
4. Mass Spectrometry Detection: Any helium escaping from tube interior through fine leaks enters the evacuated chamber. Mass spectrometer continuously monitors helium concentration in chamber vacuum.
5. Pass/Fail Criteria: Helium concentration in chamber compared to acceptance threshold:
- Below threshold: Pass (leak rate acceptable for medical use)
- Above threshold: Fail (leak rate exceeds patient safety limits)
Test Sensitivity: Helium mass spectrometry detects leaks orders of magnitude smaller than air decay methods. Typical detection limits:
- Air decay: 10⁻² to 10⁻³ mbar·l/s
- Helium: 10⁻⁶ to 10⁻⁸ mbar·l/s
This sensitivity ensures tracheal tubes maintain ventilation pressure throughout multi-hour procedures.
Why Helium:
Helium is:
- Inert (safe for medical devices, doesn’t react with materials)
- Small molecule (penetrates finest leak paths)
- Low background concentration in air (reduces noise)
- Easily detected by mass spectrometry (distinct mass signature)
Automatic Unload Station
Dual Segregation: Automatic unload handles passed and failed tubes differently:
Passed Tubes:
- Removal from Pallet: Pick-and-place mechanism extracts tubes from pallet tooling
- Reorientation: Tubes rotate to correct orientation for packaging
- Box Placement: Tubes place into collection boxes in organised array
Reorientation Purpose: Test orientation differs from packaging orientation. Automatic reorientation eliminates manual handling that could introduce contamination.
Failed Tubes:
- Extraction: Pick-and-place removes failed tubes
- Reject Bin: Failed tubes divert to separate reject bin for analysis or disposal
Empty Pallet Return: Unloaded pallets automatically return to manual load station via recirculating track, completing the loop.
Why Automatic Unload: Manual unloading creates bottlenecks at high throughput (800/hour = 13 tubes/minute). Automation maintains flow while providing segregation accuracy.
GAMP 5 Compliance and Documentation
Good Automated Manufacturing Practice (GAMP 5): The system meets pharmaceutical/medical device validation requirements:
Documentation Package Includes:
- User Requirements Specification (URS): Documented requirements from customer
- Functional Specification (FS): How system meets requirements
- Design Specification (DS): Technical design details
- Factory Acceptance Test (FAT): Test protocols executed at TQC facility
- Site Acceptance Test (SAT): Test protocols executed at customer facility
- Installation Qualification (IQ): Verification of correct installation
- Operational Qualification (OQ): Verification of correct operation
- Performance Qualification (PQ): Verification system meets specifications
Why GAMP 5 Matters: Medical device manufacturers require validated equipment for regulatory compliance (FDA, ISO 13485). Complete documentation demonstrates system capability and enables traceability.
Safety Guarding and Access Control
Full Perimeter Guarding: Interlocked guarding encloses all automated stations.
Key Exchange System: Access to guarded areas requires key exchange:
- Removing key from exchange unit halts automation
- Door interlocks prevent access while automation runs
- Key replacement restores normal operation
Operator Protection: Guards prevent contact with moving pallets, pneumatic actuators, and test chambers during operation.

Proof of Principle Study – Tracheal Tube Leak Testing
Development Methodology: Before system design, TQC conducted proof of principle testing:
Study Objectives:
- Establish Leak Limits: Determine acceptable leak rate thresholds for tracheal tube safety
- Test Method Selection: Evaluate air decay vs. helium sensitivity for tracheal tube leak types
- Set Pass/Fail Criteria: Define pressure decay limits and helium concentration thresholds
Study Process:
- Tested population of known-good and known-defective tubes
- Correlated leak test results with functional performance
- Established statistical process control limits
- Validated test repeatability and reproducibility
Outcome: Proof of principle study provided test parameters and acceptance criteria that TQC implemented in the production system design.
System Specifications – Tracheal Tube Leak Testing
- Throughput: Up to 800 tubes per hour
- Pallet Configuration: 2 tubes per pallet (tested simultaneously)
- Pallet Material: Polished stainless steel with integrated pneumatic porting
- Conveyor: Recirculating pallet track with dual-lane split
- Cure Buffer: >4 minutes via dual-lane accumulation
- Load Station: Manual load with vision inspection (presence, orientation, print verification)
- Gross Leak Test: Air decay (overpressure + vacuum) using 4× MALT LT201 valve modules
- Fine Leak Test: Helium mass spectrometry with chamber enclosure
- Unload Station: Automatic with pass/fail segregation and tube reorientation
- Test Sequence: Vision → Air decay → Helium → Automatic unload
- Compliance: GAMP 5 standard with complete validation documentation
- Safety: Full guarding with key exchange access control
- Application: Medical tracheal tubes (multiple sizes)
Key Features – Tracheal Tube Leak Testing
Dual Sequential Testing: Air decay screens gross leaks; helium detects fine leaks, optimizing test time and helium usage.
800 Tubes/Hour Throughput: Two tubes per pallet, dual-lane conveyor, and parallel test stations achieve production volume.
Polished Stainless Pallets: Medical-grade material with integrated pneumatic porting for cleanliness and test efficiency.
4-Minute Cure Buffer: Dual-lane split provides adhesive cure time before pressurization testing.
Vision Print Verification: OCR confirms traceability markings before testing, preventing unmarked tubes from advancing.
MALT Close-Coupled Instrumentation: Valve modules near tooling minimize test volume for faster, more sensitive air decay testing.
Helium Mass Spectrometry: Ultra-sensitive fine leak detection ensuring patient safety during critical airway procedures.
Automatic Unload with Reorientation: Pick-and-place reorients passed tubes for packaging, segregates rejects, returns empty pallets.
GAMP 5 Validation Package: Complete documentation enables regulatory compliance for medical device production.
Key Exchange Safety: Secure access control protects operators while maintaining production efficiency.
Results – Tracheal Tube Leak Testing
The automatic tracheal tube leak testing system provides comprehensive quality verification at production throughput of 800 tubes per hour. Sequential air decay and helium testing catches both gross assembly defects and fine leaks that could compromise patient safety.
The dual-lane conveyor split provides 4+ minutes of adhesive cure time while maintaining continuous flow. Polished stainless steel pallets with integrated pneumatic porting enable automated testing in medical device manufacturing environments.
Vision verification of printed markings ensures traceability compliance. Automatic unload with tube reorientation eliminates manual handling contamination risk while segregating passed and failed tubes accurately.
GAMP 5 documentation validates the system for pharmaceutical and medical device production, enabling regulatory compliance. The proof of principle study established scientifically-based leak limits and test parameters, ensuring test criteria correlate with functional performance.
Detection of fine leaks through helium mass spectrometry prevents ventilation failures during critical airway management procedures, protecting patient safety.
To view a printer friendly format please click below
Related Capabilities
This project demonstrates TQC‘s expertise in:
- Medical device leak testing
- Helium mass spectrometry systems
- MALT air decay instrumentation
- Sequential test strategies (gross + fine leak detection)
- Recirculating pallet track systems
- Polished stainless steel medical-grade tooling
- Vision inspection with OCR
- Automatic unload with part reorientation
- GAMP 5 validation documentation
- Proof of principle test development
- High-throughput production systems (800+ parts/hour)
Contact Us
If you have a medical application that could benefit from TQC’s expertise in leak testing, please contact us by email or phone via the contact details.