Automatic Assembly Machine for Small Parts
Machine supplied: Fully Automatic Assembly Solution
Client: Leading Manufacturer of High-Quality Model Railway Products
Part: Various Gauge Wheel and Axle Assemblies
Throughput: Single-shift unmanned operation
Operations: Bush Pressing + Dual Wheel to Axle Assembly + Length Measurement
The Challenge
A leading model railway manufacturer needed automated assembly for precision wheel and axle assemblies across multiple gauge sizes. The assembly requirements included:
- Bush pressing into CNC-machined wheels to precise depth
- Wheel pressing onto both ends of metal axles with controlled force
- Dimensional verification of completed assemblies (critical for railway track compatibility)
- Automatic reject segregation for out-of-tolerance assemblies
- Multi-variant capability for different gauge sizes without extensive changeover
- Unmanned operation for single-shift production runs
- Bulk part feeding eliminating manual loading
The system needed to handle CNC machined wheels without damage while applying sufficient press force for permanent bush and wheel retention.
The Solution
TQC designed a special purpose, fully automatic assembly system using walking beam transfer to move parts through sequential assembly stations. Three vibratory bowl feeding units supply bushes, wheels, and axles from bulk. The system automatically inserts bushes into wheels to a controlled depth, then collects the assembled wheels using the axle. The insertion of the bushes and axle are force monitored. Contact probe measurement verifies assembly length, automatically segregating rejects while routing passed assemblies to a dedicated collection box mounted on a sliding carriage for easy operator changeover

Technical Overview – Automatic Assembly Machine
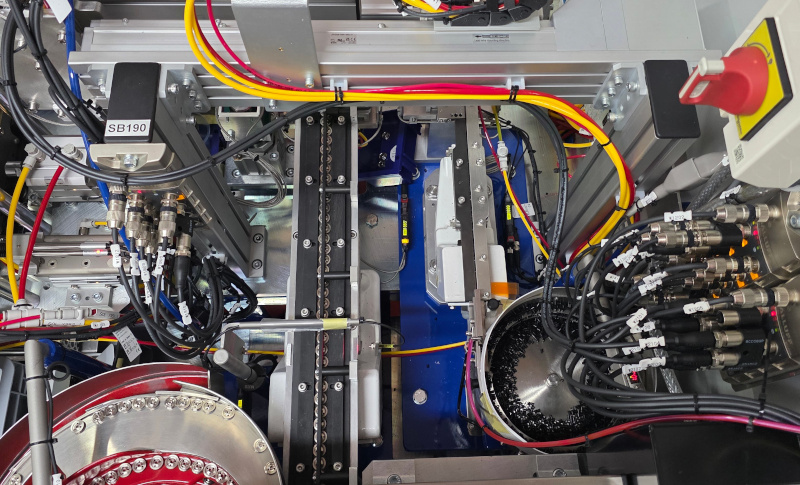
Walking Beam Transfer System
Sequential Station Architecture: Parts move through the assembly process using electric linear drives and a walking beam transfer mechanism. This intermittent motion system advances parts from station to station in synchronized steps.
Walking Beam Operation:
- Parts rest in nests during assembly operations
- Walking beam lifts parts vertically
- Beam advances horizontally to next station
- Parts lower into next nest
- Beam returns to starting position
- Cycle repeats
Advantages of Walking Beam:
- Gentle part handling (no sliding or pushing)
- Precise positioning at each station
- Simple tooling (stationary nests, no complex transfers)
- Reliable synchronization across multiple stations
Bulk Part Feeding
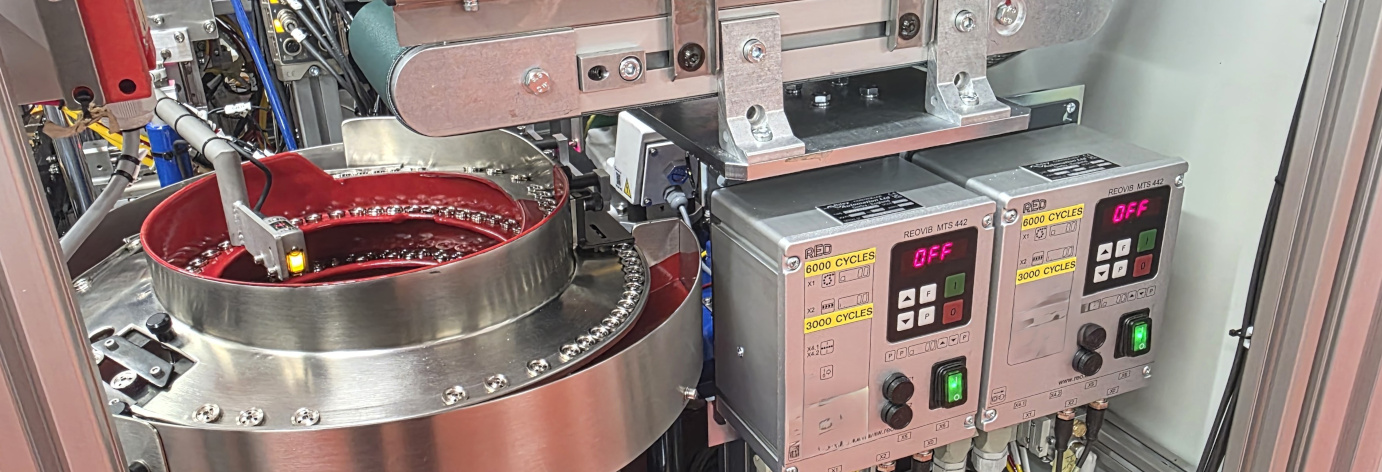
Three Vibratory Bowl Feeders: The system includes dedicated bowl feeding units for each component:
Bush Feeder: Small plastic bushes are oriented and presented individually from bulk storage. The bowl feeder vibratory motion separates and aligns bushes, feeding them along a track to the bush press station.
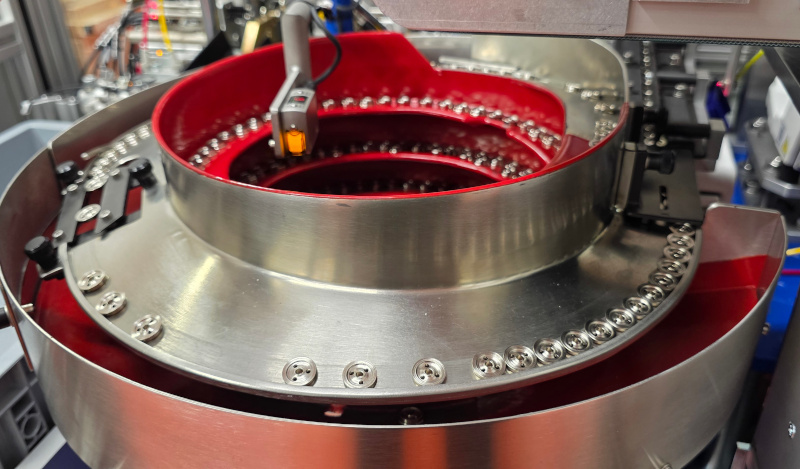
Wheel Feeder: CNC-machined wheels require careful handling to prevent damage. The bowl feeder includes:
- Gentle vibratory motion to avoid wheel scratching
- Orientation features ensuring wheels present correctly
- Track design preventing wheel jamming
Axle Feeder: Metal axles are fed from bulk, oriented by the bowl feeder mechanism, and presented to the assembly station for wheel installation.
Top-Up Systems for Wheels: Additional top-up mechanisms maintain continuous wheel supply to the bowl feeders, extending unmanned operation time. Operators refill top-up hoppers during machine running without interrupting assembly.
Bush Press Station
Press-to-Depth Operation: Small plastic bushes are pressed into the wheel hub bore to a precise depth. The press includes:
Force Monitoring: Load cells measure press force. Excessive force indicates interference or incorrect parts; insufficient force indicates missing parts or incorrect tooling.
Depth Control: Position sensors verify bush seating depth. The bush must be fully seated but not over-pressed (which could crack the plastic).
Wheel Assembly to Axle
Dual Wheel Press: After bush installation, wheels are pressed onto both ends of the metal axle:
First Wheel Installation: The axle is picked from the bowl feeder escapement. The first wheel (with bush already installed) is aligned concentrically with the axle end and pressed onto the axle with controlled force.
Axle Positioning: The assembly is then repositioned to present the opposite axle end for the second wheel.
Second Wheel Installation: The second wheel is pressed onto the opposite axle end. Force and position monitoring ensure proper assembly.
Press Force Control: Servo-driven or pneumatic presses apply calibrated force. Too much force damages wheels; too little force results in loose wheels that can fall off during use.
Concentric Alignment: Tooling ensures wheels press onto axles concentrically. Misalignment causes wobble and poor track performance.
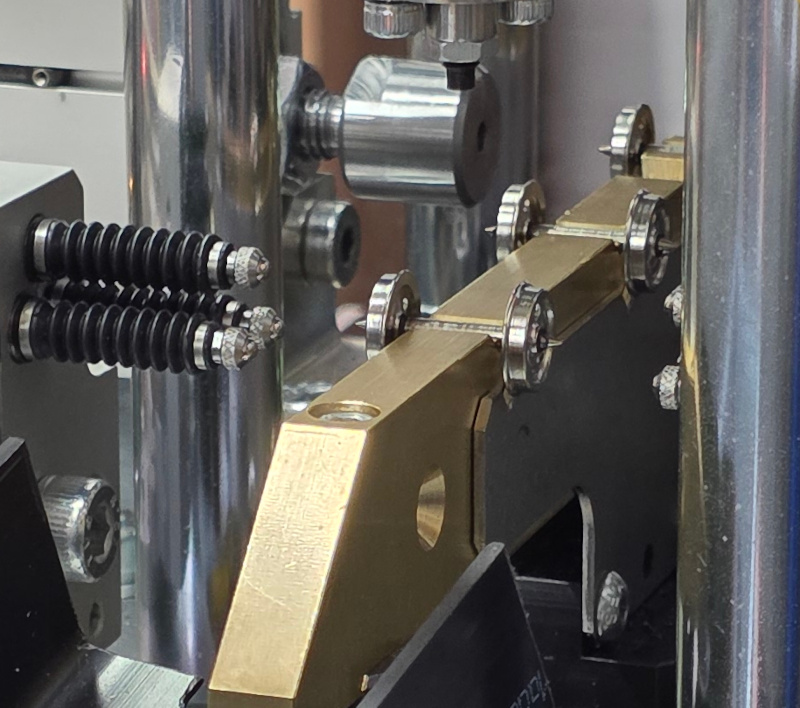
Contact Probe Measurement
Dimensional Verification: After assembly, accurate contact probes measure the back-to-back dimension of the wheels pressed onto each axle:
Measurement Principle: Spring-loaded contact probes touch the outer faces of both wheels. The probes are mounted on precision linear guides, and an encoder measures the distance between probe contact points.
Tolerance Checking: Measured length is compared to programmed tolerances. Assemblies within specification proceed to pass collection; out-of-tolerance parts route to reject bin.
Reject Segregation
Automatic Sorting: The measurement station gates assemblies into two paths:
Pass Route: Assemblies within tolerance advance to collection boxes. The walking beam transfers passed parts to a collection area.
Reject Route: Out-of-tolerance assemblies divert to a reject bin. Operators can inspect rejects to identify root causes (incorrect parts, worn tooling, press force drift).
Pass/Fail Data Logging: The PLC records pass/fail counts, providing real-time quality metrics.
Collection System
Part Collection Boxes on Slides: Completed assemblies drop into collection boxes mounted on slides. When a box fills:
- Operator slides filled box out
- Slides empty box in
- Machine continues running (no production interruption)
This quick-change system supports unmanned operation by providing buffer capacity between operator attendance.
Control System – Automatic Assembly Machine
PLC Control: Programmable logic controller manages:
- Walking beam timing and synchronization
- Bowl feeder vibration control
- Press force monitoring and depth verification
- Contact probe measurement and tolerance comparison
- Reject diversion logic
- Data logging (cycle count, pass/fail, reject reasons)
Operator Interface: Simple controls allow:
- Start/stop operation
- Variant selection (gauge size)
- Production count monitoring
- Fault diagnostics

System Specifications – Automatic Assembly Machine
- Assembly Type: Fully automatic with bulk part feeding
- Operations: Bush press into wheel + dual wheel press onto axle + length measurement
- Part Feeders: 3 vibratory bowl feeders (bushes, wheels, axles)
- Wheel Supply: Top-up systems for extended unmanned operation
- Transfer Method: Walking beam (sequential station indexing)
- Bush Press: Press-to-depth with force and position monitoring
- Wheel Assembly: Dual press (one wheel per axle end) with force control
- Measurement: Contact probes with precision encoders
- Measurement Accuracy: ±0.01mm (critical for railway gauge tolerance)
- Quality Control: Automatic pass/fail segregation
- Collection: Boxes on slides for quick changeover during running
- Unmanned Operation: Single-shift capable with top-up systems
- Variant Handling: Interchangeable tooling for multiple gauge sizes
- Control: PLC with operator interface
- Application: Model railway wheel and axle assemblies
Key Features – Automatic Assembly Machine
Fully Automatic Operation: Unmanned running for single shift with bulk feeding and automatic collection.
Walking Beam Transfer: Gentle part handling with precise positioning at each assembly station.
Triple Bowl Feeding: Continuous part supply for bushes, wheels, and axles from bulk storage.
Contact Probe Measurement: High-accuracy dimensional verification (±0.01mm) ensuring railway gauge compatibility.
Automatic Segregation: Pass/fail sorting based on measured dimensions with reject bin for analysis.
Quick Collection Changeover: Boxes on slides enable swap during running, supporting unmanned operation.
Multi-Variant Capability: Interchangeable tooling accommodates different gauge sizes without machine modification.
Force Monitoring: Press operations verified through load cells preventing damage and detecting missing parts.
Results – Automatic Assembly Machine
The fully automatic assembly machine produces wheel and axle assemblies for model railways with unmanned operation capability. Walking beam transfer provides gentle handling of CNC machined wheels while maintaining production throughput.
Contact probe measurement ensures dimensional accuracy within ±0.01mm, critical for preventing derailments in model railway operation. Automatic pass/fail segregation catches out-of-tolerance assemblies before they reach customers.
Triple bowl feeding with wheel top-up systems enables single-shift unmanned running. Collection boxes on slides allow operators to swap full boxes without stopping production, maximizing utilization.
Interchangeable tooling supports multiple gauge sizes, providing production flexibility across the customer’s product range without requiring separate machines.
Related Capabilities
This project demonstrates TQC’s expertise in:
- Fully automatic assembly systems and automated production lines
- Walking beam transfer mechanisms
- Vibratory bowl feeder integration
- Press-to-depth operations with force monitoring
- Contact probe measurement systems
- Automatic pass/fail segregation
- Multi-variant tooling design
- Unmanned operation capability
- PLC control and data logging
- Small parts assembly automation
To view a printer friendly format please click below
Automatic Assembly Machine – Small Parts
If you have an application that could benefit from TQC’s expertise in assembly and automation solutions, please contact us by email or phone via the contact details