
Rugby Ball Valve Leak Test Fixture
Machine supplied: Valve Leak test fixture for very low leakage rate
Part: Smart Rugby ball valve assembly
Client: Leading Sports Technology Company
Throughput: Up to 100 parts per hour
Test Method: Pressure Decay at Detection Limit
The Challenge
A leading sports technology company needed a valve leak test solution for valves used in smart rugby balls deployed in professional rugby competitions including the Six Nations, international matches, and southern hemisphere tournaments. The test requirements included:
- Detection of extremely small leak rates (at the limit of air decay capability)
- 100% production inspection to ensure ball pressure retention
- Manual operation suitable for low to medium production volumes
- Tooling to accommodate irregular valve geometry
- Compact benchtop system for production environment
The valves must maintain ball pressure throughout match play while allowing data collection sensors to operate. Even minute leaks would cause gradual pressure loss, affecting ball performance and compromising data accuracy from embedded sensors.
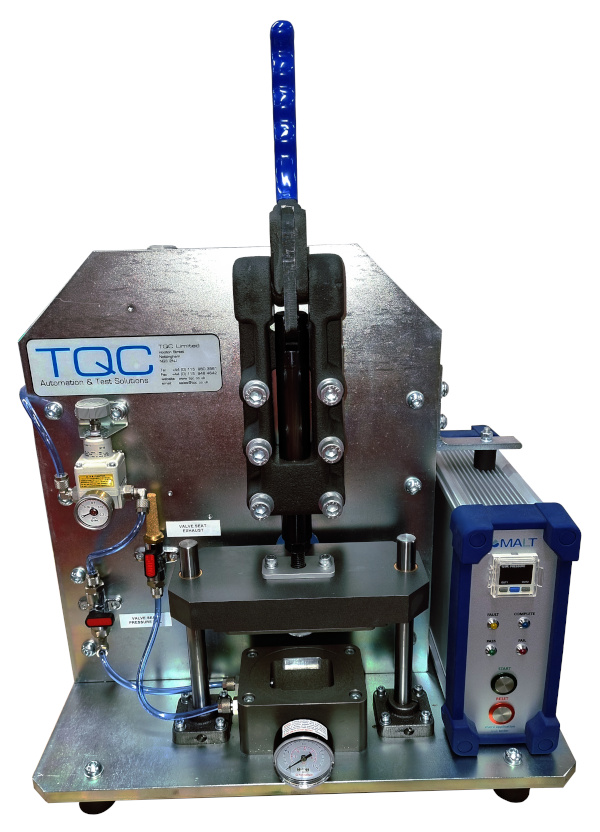
The Solution
TQC designed a benchtop leak test fixture using the Series 10 manual platform with custom tooling for the valve geometry. The system pairs with a MALT (Multi-Application Leak Tester) desktop instrument configured to detect leaks at the extremity of air decay testing capability. The manual toggle clamp fixture provides repeatable sealing while allowing operators to load, test, and unload parts at the required throughput.
Technical Overview – Valve Leak Test
Series 10 Manual Fixture Platform
The fixture is based on TQC‘s Series 10 standard platform for small to medium components:
Benchtop Design: Compact footprint suitable for production workbenches. The fixture mounts on a stable base that positions the test tooling at ergonomic working height for operators.
Manual Load/Unload: The operator places the valve in the bottom tooling nest, which locates and supports the component during testing. After testing, the operator removes the part and places the next valve.
Toggle Clamp Actuation: A vertical toggle clamp mechanism lowers the top tooling onto the valve, creating the seals required for pressure testing. The toggle provides consistent clamping force with minimal operator effort and allows single-handed operation.
Custom Tooling for Valve Geometry
The tooling accommodates the valve’s irregular shape:
Bottom Nest: Precision-machined nest locates the valve and provides support during clamping and pressurization. The nest design prevents valve movement while allowing pressure connection.
Top Tooling: The upper tool creates seals around the valve inlet and outlet ports, isolating the internal valve volume for pressure testing. Seals are positioned to match the valve geometry and compress properly under toggle clamp force.
Pressure Connection: The tooling includes passages that connect the valve interior to the MALT test instrument, allowing pressurization and pressure monitoring.
MALT Desktop Leak Test Instrument
The MALT (Multi-Application Leak Tester) provides leak detection at the extreme sensitivity end of air decay testing:
Integrated Controls: The MALT includes integral buttons on the unit front panel. Operators initiate the test with a single button press after loading and clamping the valve.
Pressure Decay Method: The system pressurizes the valve interior to the test pressure, holds for stabilization, then monitors pressure decay over the test period. The extremely small allowable leak rate requires precise pressure measurement and extended test time.
Pass/Fail Indication: Green and red lights on the MALT provide immediate visual indication. Pass indicates the valve meets the leak specification; fail indicates excessive leakage that would cause ball pressure loss.
Compact Desktop Format: The MALT unit sits on the workbench near the fixture, keeping controls accessible to the operator without requiring a separate control panel.
Test Sequence of Valve Leak Test Unit
1. Valve Loading: Operator places valve in bottom tooling nest, ensuring proper location in the fixture.
2. Clamping: Operator lowers vertical toggle clamp, engaging top tooling and creating seals around valve ports.
3. Test Initiation: Operator presses button on MALT unit front panel to start automatic test sequence.
4. Pressurization: MALT pressurizes valve interior to test pressure through tooling passages.
5. Stabilization: Pressure stabilizes while system reaches thermal equilibrium. This phase is critical for ultra-low leak rate testing where temperature effects must be eliminated.
6. Test Phase: MALT monitors pressure decay over extended test period. The allowed pressure drop is extremely small due to stringent leak rate requirements.
7. Result Indication: Green light (pass) or red light (fail) illuminates on MALT front panel.
8. Venting: System vents valve pressure to atmosphere.
9. Unloading: Operator releases toggle clamp, raises top tooling, and removes tested valve.
Operating at Air Decay Test Limits
This application pushes air decay leak testing to its sensitivity limits:
Challenge: Smart ball valves require leak rates so low they approach the detection threshold of air decay methodology. Smaller leaks typically require helium mass spectrometry.
Solution: Extended test times, precise pressure transducers, and temperature-stabilized test environment allow air decay to achieve the required sensitivity. The MALT’s precision instrumentation and the fixture’s thermal stability enable detection of extremely small leak rates.
Trade-off: Test time is longer than typical air decay testing due to the need to distinguish genuine leaks from thermal effects and instrumentation noise at these low leak rates.
System Specifications – Valve Leak Test Unit
- Fixture Type: Series 10 manual benchtop
- Test Instrument: MALT desktop unit with integrated controls
- Test Method: Pressure decay (air)
- Leak Rate Detection: At the extreme limit of air decay capability
- Throughput: Up to 100 parts per hour
- Operation: Manual load/test/unload
- Clamping: Vertical toggle clamp with top tooling
- Tooling: Custom bottom nest and top sealing tool for valve geometry
- Controls: Integral buttons on MALT unit
- Pass/Fail Indication: Green/red lights on MALT
- Footprint: Benchtop (compact production environment suitable)
- Application: Smart rugby ball valve assemblies
Key Features
Ultra-Low Leak Detection: Operates at the sensitivity limit of air decay testing for applications requiring near-hermetic sealing.
Custom Valve Tooling: Accommodates irregular valve geometry with precision-machined seals and locating features.
Manual Operation: Simple load/clamp/test/unload sequence suitable for medium-volume production without automation complexity.
Integrated Controls: MALT unit includes all controls and indicators, eliminating separate control panels.
Toggle Clamp Convenience: Single-handed clamping operation with consistent force application.
Compact Benchtop Format: Minimal footprint for production workbench installation.
Series 10 Platform: Proven standard fixture design adapted with application-specific tooling.
Results
The Series 10 leak test fixture with MALT instrumentation provides 100% inspection of smart rugby ball valves at the required sensitivity. The pressure decay method successfully detects extremely small leak rates that would cause gradual ball deflation during professional match play.
The system supports throughput of up to 100 parts per hour with manual operation, meeting the production volume requirements for smart ball manufacture. The custom tooling accommodates the valve geometry while providing repeatable sealing for consistent test results.
Valves that pass testing ensure smart rugby balls maintain pressure throughout matches while embedded sensors collect performance data. The balls tested with this equipment have been used in major international competitions including the Six Nations, summer and autumn internationals, and southern hemisphere tournaments.
To view a printer friendly format please click below
Rugby Smart Ball Leak Test Fixture
Related Capabilities
This project demonstrates TQC‘s expertise in:
- Ultra-low leak rate detection with air decay methods
- Custom tooling design for irregular component geometries
- Series 10 manual leak test fixtures
- MALT desktop instrumentation
- Sports technology component testing
- Benchtop test systems for medium-volume production
- Toggle clamp fixture design
- Pressure decay testing at sensitivity limits
- 100% production inspection solutions
If you need leak testing for valves, small sealed components, or applications requiring ultra-low leak detection, contact TQC to discuss your requirements.