
Automated Rotary Assembly & Test System for Oil Pump Lever Assemblies
Machine supplied: Fully Automated Rotary Assembly Solution
Client: Leading Power Transmission Component Manufacturer.
Throughput: 720 assemblies per hour (2 per 10-second cycle)
Part: Oil Pump Lever Assembly
The Challenge
A leading power transmission component manufacturer needed to scale production of oil pump lever assemblies while maintaining consistent quality. Manual assembly couldn’t meet the required throughput of 720 units per hour, and they needed built-in quality verification at each assembly stage.
The Solution
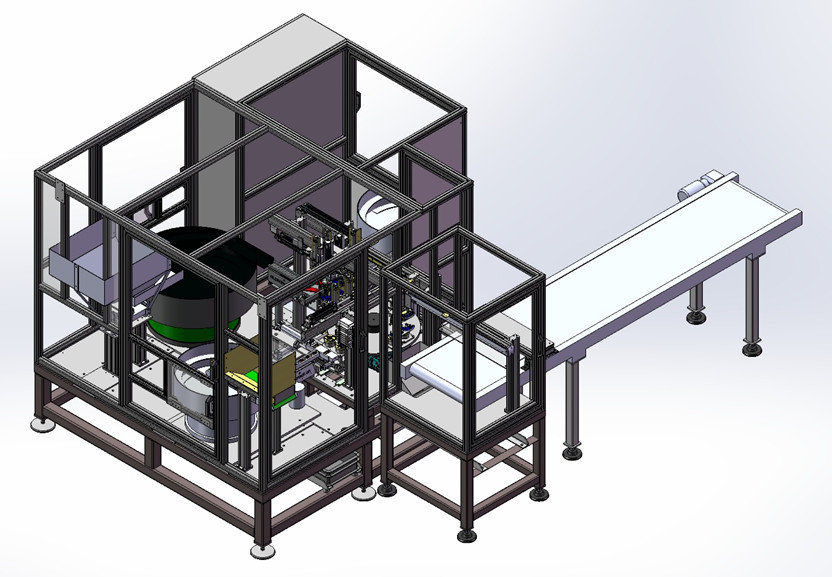
TQC designed and built an automated rotary assembly system with a 4-station indexing rotary table that assembles two complete units simultaneously. The system integrates automated part feeding, in-process verification, and automatic sorting to ensure only conforming assemblies reach the customer.
Technical Overview
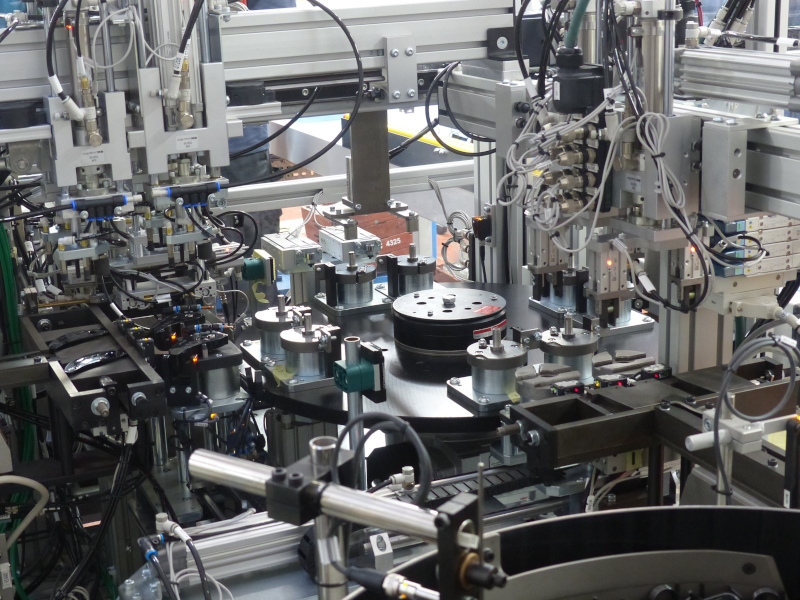
The automated rotary assembly system uses a 4-station indexing table to build assemblies in parallel. Each station performs specific operations with integrated quality checks:


Automated Rotary Assembly Station 1: Spring Loading
Springs are bulk-fed through a linear conveyor and vibratory bowl feeder system. The feeder presents springs in pairs to the rotary table nests. Vision systems verify spring presence and orientation before the table indexes. Rejected springs are automatically removed via a dedicated chute.
Automated Rotary Assembly Station 2: Lever Shoe Loading
Lever shoes arrive in pairs from bulk storage through a second vibratory bowl feeder. Automated pick-and-place units transfer verified parts to the rotary table nests, positioning them over the previously loaded springs. Reject parts are diverted automatically.
Automated Rotary Assembly Station 3: Stopper Pin Installation
A twin-track vibratory bowl feeder presents stopper pins in pairs. Each pin’s length is measured before installation—only pins within specification proceed. The system clamps the lever/spring subassembly and cycles it to align the pin hole. Pneumatic insertion units press-fit the pins. If any assembly operation fails, the system flags that nest for rejection at the unload station.
Automated Rotary Assembly Station 4: Quality Verification & Unload
A twin-head gripper on a programmable gantry removes both assemblies from the rotary table. The system automatically routes passed assemblies to a conveyor (arranged in two rows of eight) and diverts failed assemblies to a reject chute. The conveyor indexes after each complete set and provides approximately 20 minutes of buffer capacity. When full, the system holds, and a jog function allows operators to clear remaining parts.
Control System
The system runs on an Omron PLC with touchscreen HMI interface, providing real-time production monitoring, fault diagnostics, and cycle count tracking.
System Specifications
- Cycle Time: 10 seconds per dual assembly
- Output Rate: 720 assemblies per hour
- Assembly Components: 3 parts per assembly (spring, lever shoe, stopper pin)
- Stations: 4 (spring load, lever load, pin insertion, unload/verify)
- Quality Checks: Integrated at each station
- Buffer Capacity: ~20 minutes on exit conveyor
- Control: Omron PLC with HMI
Results
The automated rotary assembly system eliminated manual assembly bottlenecks and achieved the target throughput of 720 units per hour. Built-in quality verification at each station ensures only conforming assemblies advance, reducing downstream defects and customer returns.
Related Capabilities
This project demonstrates TQC’s expertise in:
- High-speed automated rotary assembly systems
- Multi-station indexing table design
- Vibratory bowl feeder integration
- In-process quality verification
- PLC-based machine control
- Assembly automation for automotive components
- Related Case Study here
To view a printer friendly format please click below
Automated Rotary Assembly & Test System
If you have an application that requires automated assembly with integrated quality verification, contact TQC to discuss your requirements.